


激光焊接技术随着钣金加工行业需求而高速发展

夹具是一个经常被认为是激光焊接缺陷的领域。根据您正在使用的零件类型,夹具可能需要大量费用。然而,许多制造商可以通过使用金属板自行构建来节省固定装置的费用。这只是这种灯具的一个例子。图片由Amada提供。
对于想要制造几乎不需要焊后加工的零件的商店来说,激光焊接变得越来越有吸引力。最明显的应用实例是食品加工和家电行业。使用热传导焊接,激光焊接系统可以采用两个部件并且基本上将它们的两个表面熔化在一起。这些部件可能耗时且难以手工焊接。但是使用合适的夹具,在这样的部件上进行激光焊接只需要很少的时间,从而创造出更清洁,更精确的成品。
重工业应用受益于使用深穿透(锁孔)焊接技术,这可能与气体金属电弧焊相比。热量完全穿过熔融焊接金属的前缘。随着热源的进行,熔融金属填充在其后面以形成焊道。使用这种技术,您可以实现更强的焊接(每个焊缝区域的负载)。并且因为进入工件的热量远低于GMAW,焊缝不易受到诸如开裂等冶金问题的影响。此外,较少的热量输入导致在过程结束时部件上的较低失真。
TRUMPF的激光焊接项目经理Masoud Harooni说:“这是他们之后获得的表面处理的速度和质量,这使得很多公司都考虑使用激光焊接。” “例如,我刚刚将一个焊接部件送回给过去35分钟完成的客户。其中,20分钟用于焊接,15分钟用于研磨至适当的光洁度。采用激光焊接技术,该部件需要1.5分钟的加工时间,无需精加工。整理行业很难。您可以花费多达50分钟来完成零件的边缘。这不仅节省了时间,还为消费者节省了耗材。“
然而,激光焊接确实需要改变思维方式。例如,当一家工厂正在设计一个手动焊接的零件时,它可能会设计该零件的焊缝数量尽可能少。通过激光焊接,在某种程度上可以将其转向头部。
“例如,我提到的部分设计的方式是切割时纸张利用率非常低。采用新设计,他们可以在切割操作中减少更少的材料,“Harooni说。“另一方面,我们试图以这样的方式设计它,即使用的两个部件将一起弯曲更少,因为弯曲公差不如激光切割精确。即使您可能有更长的焊缝,与传统方法相比,制造该产品所需的时间也要少得多。设计更改可能会使您的焊接时间增加25秒,但是当比较1.5分钟和35分钟时,您会选择哪一个?“
Fixturing Simplified
夹具是一个经常被认为是激光焊接缺陷的领域。根据您正在使用的零件类型,夹具可能需要大量费用。对此的一个反驳是,一旦创建了夹具,可重复性就会产生自身的好处。
“一旦你有了固定装置,你基本上就有了一个你可以参考的库,”哈罗尼说。“你可以对它进行一次编程,将其删除,并将下一个进入。你最终得到了一个可以协同工作的零件程序和夹具库。”
Harooni提到了一个客户实际上有一个夹具可以调整,以使不同尺寸的同一部件。通过夹具思考是另一项创造性的努力。在同样的创作中,制造商为固定装置节省资金的另一种方法是使用金属板自己制造它们。
“通常用于任何类型的机器人焊接,你都可以用机加工的块来制造夹具,” Amada America的 FLW产品经理Dan Belz说。“这对我们的一些客户来说是一种恐惧 - 他们在固定装置上花了很多钱。但由于激光焊接的热影响区域很小,因此可以用金属板制造固定装置。通常情况下,我们使用1/4英寸或3/16的板材,将它们切割出来,并将夹具焊接在一起。这可能会花费你几百美元的金属板,但这比机加工夹具要便宜得多。对于相对低产量的工作,这是一个完美的解决方案。“

在这里,我们看到使用激光焊接完成的灯具组件。图片由Amada提供。
Belz解释说,如果夹具中的金属不太可能疲劳,这些相同类型的夹具也可能适用于长期运行的零件。
“我们知道有些公司继续使用原型设备作为生产设备,而且这些设备都有效,”贝尔兹说。“疲劳是关注的问题,但这通常发生在你将大量热量投入金属,冷却并再次加热 - 这种无休止的循环时。但即使对于我们已经固定的一些最大部件,我们已经将大量热量投入到焊缝中,夹具仍保持冷却。它显示了激光焊接的精确程度。“
Belz的团队尚未开展钣金夹具项目,该项目将运行数千个零件以测试该想法。Amada在该领域为其集团增加了深度,但为其激光焊接团队聘请了夹具设计专家。
“我们还聘请了更多的人来支持他的工作,因为这对我们的客户来说是一个非常大的问题,”Belz说。
当被问及他认为夹具设计的关键时,Belz说,“尽量让它尽可能简单,生产友好。当然,当它是一个带有半径的产品时,这并不总是那么容易,但是当你可以采用一些更高级的设计技术时,比如插槽和标签,它可以很好地将部件组合在一起。然后,夹具确保零件不会移动。“
“我们为客户提供钣金夹具设计培训,”TRUMPF的Masoud Harooni表示。“这些类型的灯具便宜得多。与固体加工夹具相比,它们像拼图一样拼凑而成。“
激光技术进步
过去几年对钣金切割产生如此巨大影响的激光技术的变化已经转移到激光焊接技术。与用于金属板切割的激光器一样,焊接机上的激光束宽度现在可以改变,以便在部件之间架起更大的间隙 - 在某些情况下可达1毫米。
“如果它不是一个完美的装备,我们可以调整光束来烧掉那些额外的焊接零件,”贝尔兹说。虽然这种方法听起来与理想的激光焊接相悖,但如果你的零件有几个完美贴合的接缝和一个笨拙的部分,它只是意味着激光焊接系统可以适应这一点。“我们鼓励客户在他们的夹具上工作,以便没有差距,但这并非总是可行的,”Harooni说。“好处是系统可以从正常焊接切换到我们称之为FusionLine流程而不会停止的情况。”
激光焊接机现在也配备了送丝技术,因此在必要时,可以使用焊丝将间隙桥接至1 mm,而不是简单地熔化金属接缝以满足要求。这在涉及较厚材料的应用中特别有用,当不可能完美地将接缝装配在一起时需要额外的强度。
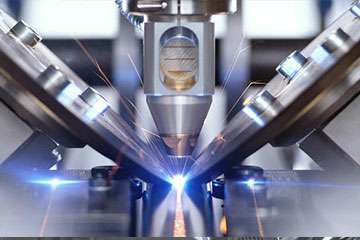
过去几年对钣金切割产生如此巨大影响的激光技术的变化已经转移到激光焊接技术。与用于金属板切割的激光器一样,焊接机器上的激光束宽度现在可以改变,以便在部件之间桥接更大的间隙。这些机器还配备了送丝技术,因此在必要时,焊丝可用于桥接最大1 mm的间隙。在这里,我们看到了TRUMPF FusionLine技术的功能示例。图片由TRUMPF提供。
“我们的一位客户正在建造汽车集管收集器,”贝尔兹说。“手动,焊接其中一个零件需要三到四个小时,因为它们必须填充太多以至于它变热,它们必须等待它冷却下来。一个焊工可能在一天内完成四个。我们可以在大约30分钟内完成一次,因为使用光纤激光器,虽然焊缝变热,但它不够热,以至于它会扭曲零件体。“
Amada在其送丝机的喷嘴处增加了一个推/拉电机,可以让它更多地控制送丝。
“当你与那些在材料上填补广泛和深度差距的客户合作时,这是一个真正的好处,”Belz说。
市场扩张
激光焊接似乎很快就会对市场产生更大的影响。
“现在经济好多了,人们正在寻找竞争优势,”Harooni说。“对于许多考虑可以更新技术的公司而言,焊接是他们最大的成本中心。当他们认为他们可以使用一个操作员并减少许多部件的循环时间时,它就变得非常有吸引力。汽车行业花了一段时间来捡起它,现在我们看到小型行业也出现了同样的转变。“
Harooni的大部分职业生涯都是在汽车行业,因此他可以认识到双方的转变是如何发生的。
Amada为其团队增加专业知识的部分原因是它预计在未来12个月内扩展其安装。
“有趣的是,我们在未来12个月内订购的所有激光焊接系统都是针对加工车间,一次只能运行六到几百个零件的客户,”Belz说。“当谈到它时,如果你正在做的工作的40%到80%被焊工接触,那么你需要看一下激光焊接的前景。”
推荐阅读:


相关文章
钣金加工中的激光焊接到底是什么?
1. 激光焊接工艺参数功率密度和功率密度是激光加工中最重要的参数之一。由于功率密度高,表面层可在微秒范围内加热至沸点,导致大量汽化。因此,高功率密度有利于材料的去除加工,如钻孔、切割和雕刻。为了降低功...

通过引进激光自动焊管技术控制成本,打开通向新市场的大门!
Esta Rohr GmbH是一家小型家族式管材生产商,它避开主流市场,专注于特种应用。它在德国的两个工厂雇用了大约100名员工:Siegen和Erndtebrück。作为一个利基市场参与者,该公司专...
 哈尔滨敬轩运动鞋类有限公司
哈尔滨敬轩运动鞋类有限公司